3Dプリンタでの造形が終わった瞬間、「よし、狙い通りに出力できた!」と喜んだのも束の間。
目の前のパーツ表面にくっきりと刻まれた「階段状のギザギザ(積層痕)」を見て、これから始まる終わりの見えないやすりがけ作業に思わずため息をついてしまう…。
開発や試作の最前線で、そんな悔しい思いを抱えている技術者の方は決して少なくないはずです。
また、3Dプリンタの仕上げ用途に限らず、ABSや塩ビ(塩化ビニル)、PPE、ポリスチレンといった「耐溶剤性の低い樹脂」を効率よくサクッと溶解・接着したい場面でも、現場はしばしば壁にぶつかります。
強力な溶剤は往々にして法規制(消防法や、有機則・特化則など)の縛りが厳しく、「作業環境やメンバーの安全性を考えると、おいそれとは現場に持ち込めない」というジレンマがあるからです。
そんな現場のお悩みを解決するのが、カネコ化学の樹脂溶解剤「eソルブ21シリーズ」です。
汎用樹脂溶解剤「eソルブ21PR-22」の特長と、
3Dプリンタ造形物の「スムージング(表面平滑化)」への活用例を詳しく解説します。
この記事をお読みいただくことで、これまで手作業に頼っていた仕上げ工程を化学的なアプローチで効率化するヒントが得られます。
対象物の形状や材質によって適切な処理時間は異なりますが、条件が合えば数分から数十秒の処理で表面を滑らかにできるケースもあります。
また、実際の医療研究(Nature姉妹誌掲載論文)において、寸法変化を抑えつつスムージング処理を行った実例もあわせてご紹介します。
皆さまの日々の試作プロセスや、研究開発における選択肢の一つとしてお役立てください。

目次
【徹底比較】「eソルブ21PR-22」と代表的な溶剤(アセトン・塩化メチレン)の違い

3Dプリンタ造形物(ABS等)のスムージングや、一般的な樹脂の溶解・接着において、現場では「アセトン」や「塩化メチレン(ジクロロメタン)」が使われるケースが多々あります。
しかし、これらの一般的な溶剤には「引火の危険性」や「厳格な法規制」という、現場に導入する上で見過ごせない大きな壁が存在します。
カネコ化学の汎用樹脂溶解剤「eソルブ21PR-22」は、そうした課題を解決するために開発されました。
それぞれの違いと特長を明確にするため、以下の比較表をご覧ください。
| 項目 | eソルブ21PR-22 | アセトン | 塩化メチレン (ジクロロメタン) |
|---|---|---|---|
| 主成分 | 1-ブロモプロパン | アセトン | ジクロロメタン |
| 引火点 | なし |
-20℃ (極めて引火しやすい) |
なし |
| 消防法 | 非該当 |
第4類 第1石油類 (危険物) |
非該当 |
| 有機則 | 非該当 | 第2種有機溶剤 | 非該当 |
| 特化則 | 非該当 | 非該当 |
第2類物質 特別有機溶剤等 |
| 安衛法 (管理指標) |
0.1 ppm (濃度基準値) |
500 ppm (管理濃度) |
50 ppm (管理濃度) |
比較から見えてくるメリットと「最大のデメリット」

アセトンの500ppmや、特化則対象である塩化メチレンの50ppmと比較しても、0.1ppmという数値がどれほどシビアかお分かりいただけるでしょう。「引火しないし特化則でもないから、普通の作業机でジャブジャブ使える」というわけにはいきません。換気設備のないオープンな部屋で、フタを開けっぱなしにして使用することは絶対に避けてください。
現場で必須となる安全対策とリスクアセスメント
適切な設備があれば、恐れる必要はありません

0.1ppmなんて、自社で扱えるだろうか…
と不安に思われたかもしれません。しかし、過度に恐れる必要はありません。
これまでアセトン(有機則)や塩化メチレン(特化則)の基準に則り、局所排気装置やドラフトチャンバーを適切に運用できていた現場であれば、本製品への移行は比較的スムーズに行えるはずです。
「自社の排気設備で0.1ppmをクリアできるか不安」「リスクアセスメントの具体的な進め方がわからない」といった場合は、私たちカネコ化学にお気軽にご相談ください。
長年、環境対応型溶剤を扱ってきたノウハウをもとに、皆さまの現場運用に合わせた安全対策のアドバイスも積極的に行っております。
あっという間に「積層痕」を平滑化する2つのスムージング手法
比較表で溶解剤のスペックと導入時の注意点(デメリット)をご理解いただいたところで、いよいよ本製品の真骨頂である3Dプリンタ造形物のスムージング(表面平滑化)について解説します。
熱溶解積層方式(FDM/FFF)の3Dプリンタで出力したABS造形物には、どうしても約150μmほどの階段状の段差(積層痕)が生じます。
「eソルブ21PR-22」は、このABS樹脂に対して強力な溶解力を持つため、以下の手法で効率的に積層痕を消すことが可能です。
百聞は一見に如かず。実際に当社で行った「べーパースムージング」の様子をショート動画にまとめましたので、まずはその驚きの変化をご覧ください!
Nature姉妹誌も認めた!自治医科大学が実証した「寸法精度を保つ」実力
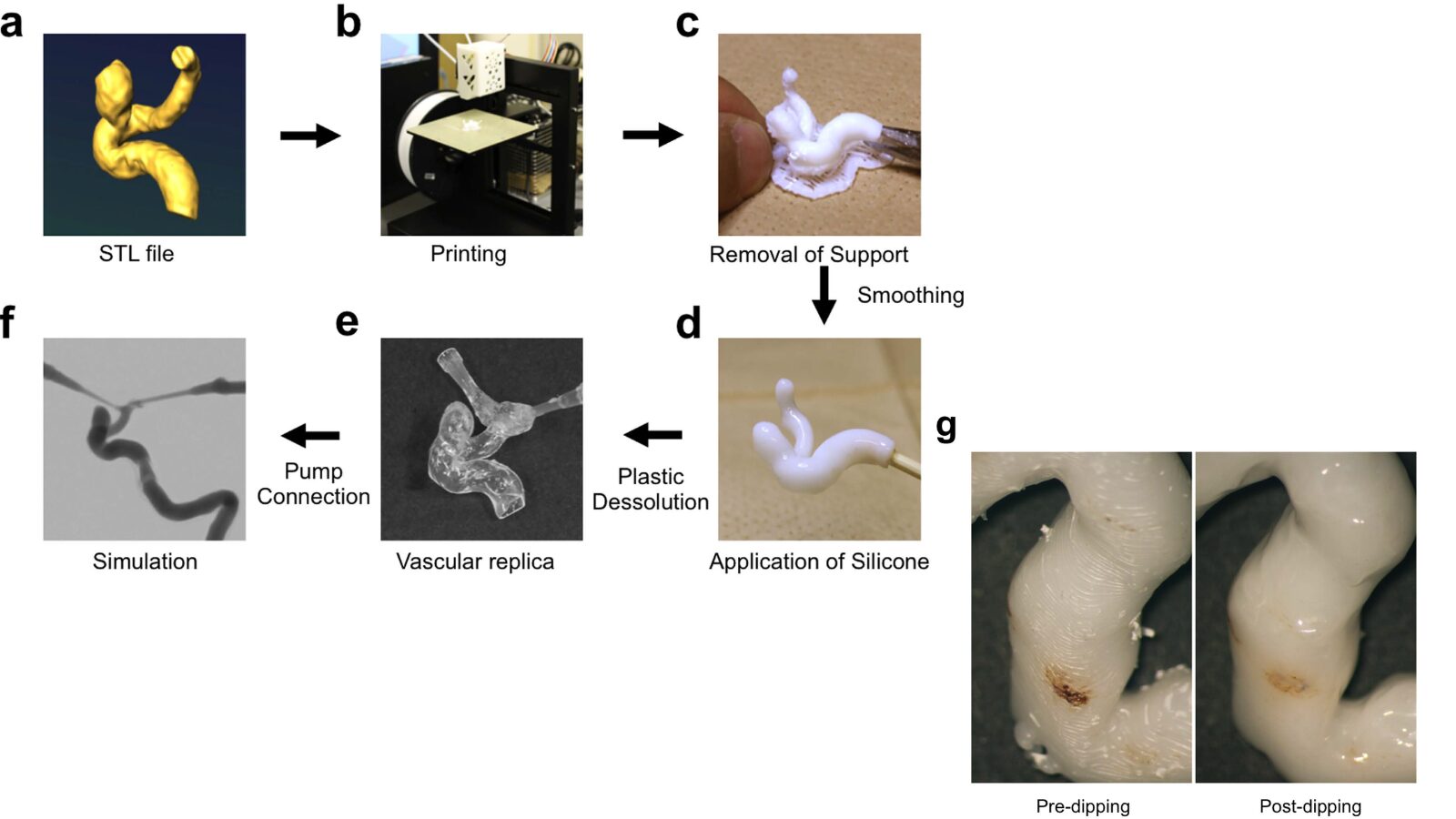
設計や開発を担う技術者であれば、当然そうした懸念を抱くはずです。その疑問に対する一つの答えとして、大変興味深い研究実績(出典:Scientific Reports)をご紹介します。
まとめ:圧倒的な作業効率と安全管理を両立する現場の「最適解」
▶ 他のフィラメントのスムージング溶解剤について詳しく見る
「0.1ppm」という濃度管理のハードルはありますが、適切な排気設備が整っている現場であれば、それを補って余りある「圧倒的な効率化」と「仕上がりの美しさ」を実感していただけるはずです。
※対象の材質や形状によって効果が異なるため、本格導入の前に必ず端材等での事前確認試験をお願いしております。まずはテスト用途に最適な100gサイズ(税込3,850円)や1kgサイズ(税込5,500円)をご購入いただき、貴社の現場でその効果をお確かめください。
製品に関する詳細情報、ご質問、お見積りのご依頼等はお気軽に当オンラインストアまでお問い合わせください。
本日もご覧いただき、誠にありがとうございました!